
产品及案例
联系我们
市场部:
0315-6530512 / 6530519
0315-6530511 / 6530516
15232595913 / 13831518929
15032970915 / 13933354616
15613578090 / 13932588053
邮箱:7048444@163.com
传真:0315-6530555
网址:www.jinshars.com
地址:河北省迁安市经五路东侧(现代装备制造业产业聚集区内)
燃烧控制


多台燃烧器燃烧控制应用现场
燃烧控制:
本公司生产的燃烧器配有如下几种控制方式:手动控制、段火控制、比例调节控制、触摸屏数字变频比例控制、工控机数字变频比例控制。这几种控制方式都经过严密设计,均可实现自动点火、熄火保护、火力自动调节的功能,具有节能、稳定、可靠的特点。
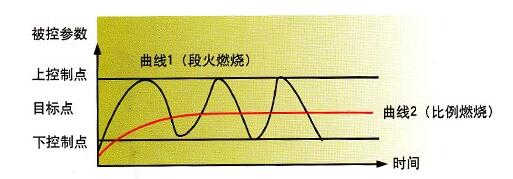
一、 段火控制技术
段火控制系统采用PLC控制技术,自动完成点火、升温、调节及保护等各项功能。该系统分为风门段火控制和变频段火控制两种方式,根据温度(压力等)高低自动调节燃气进气阀开度 ,其中风门段火控制大 、小火的转换通过风门调节风量大小来实现;变频段火控制大、小火的转换通过改变电机转速调节风量大、小来实现 。与风门段火控制技术相比,变频段火控制技术更准确可靠,同时还具有节能降耗、减少噪音的功效
二、 比例调节控制技术(如图曲线2)
比例调节控制技术分为风门调节比例控制和变频调节比例控制两种。
风门调节比例控制是通过对风门的连续调节来控制风量的大小 ,其燃烧调节系统由风门和燃气调节阀共同组成,应用风门与燃气调节阀的比例动作,将目标值控制在一点上。风门开度与空气流量成非线性关系 ,其比例数是一个模糊数 。我公司采用数字模糊控制法,即在外界发生变化时,通过PLC的PID控制回路模糊计算,作出相应的反应,始终把被控量控制在设定点上,从而实现模糊比例燃烧。变频调节比例控制通过直接控制电机的转速来实现风量调节 。当负荷减小时,电机的速度相应减小,其耗电量也随之减少,节电可达30%以上。又由于负荷变频调节的同时风机转速变化,其现场噪音也大大减少,可有效改善工作环境。
三、 工控机数字控制技术
工控机(Induatrial Personal Computer,IPC)即工业控制计算机,是一种采用总线结构,对生产过程及机电设备、工艺装备进行检查与控制的工具总称 。工控机数字控制技术采用PLC进行系统数据采集 、处理,工控机作为人机操作界面,对系统进行操作,显示系统各种监控画面 。本系统可放置在任意操作间 ,方便集中操作,具备电脑的所有功能,可连接打印机等 ,可随时记录 、打印报表

四、 热处理炉脉冲燃烧控制
热处理炉脉冲燃烧控制是基于PLC +人机界面,通过PLC采集 、处理数据,通过人机界面操作、监测系统运行。控制方式可以按设定的温度曲线进行自动升温、保温和降温制模式的自动转变,温度控制具有手动/自动控制两种模式,并且无扰切换 。运行时,根据炉内各区温度 PLC 发出的指令是周期性脉冲宽度可变的信号,控制烧嘴的燃烧和关闭的时间。当烧嘴控制器接收到 PLC 发出的燃烧指令信号时, 打开空气和煤气开关阀 ,并自动点火和监控烧嘴的燃烧情况;当接收到关闭指令信号时,关闭烧嘴的燃烧, 并处于等待状态 ,如此周而复始进行工作 ,炉子的相关数据会存储在人机界面系统中并以图形的形式显示出来 ,操作人员据此可以选择相关的工艺来处理工件,达到有效管理的目的。热处理炉燃烧采用脉冲燃烧技术可以使炉内获得准确的温度控制及较高的炉温均匀性。
上一页
相关产品
联系我们
市场部:0315-6530519 / 6530511 / 6530516 / 6530512
15232595913 / 13831518929 / 15032970915
13933354616 / 15613578090 / 13932588053
邮 箱:7048444@163.com
传 真:0315-6530555
网 址:http://www.jinshars.com
地 址:河北省迁安市经五路东侧(现代装备制造业产业聚集区内)

微信
快手
抖音
